精度正负1丝
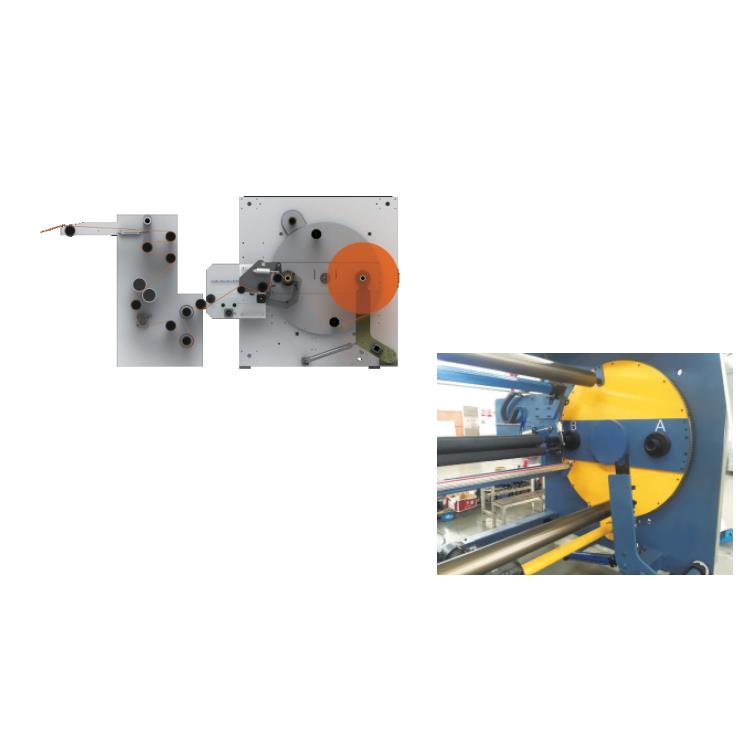
收卷全自动收卷
范围光伏
温度成型温度控制在180~240
螺杆单螺杆
电压380v
运输物流
制品结构A/B/C
制品层间比15-20/60-70/15-20
模头宽度3500mm
宽度3200mm(切边后
收卷直径(较大)Ф1000mm(机械设计极限)
较大机械线速度280m/min
控制方式手动
生产速度可以调节
布局形式立式
类型生产线
材质不锈钢
包装拉伸膜 木箱
流延膜生产线可生产聚烯烃流延膜、聚烯烃保鲜膜、聚酰胺流延膜等。一般情况下,流延膜指的是聚烯烃流延膜,具体又可分为流延聚丙烯(CPP)薄膜和流延聚乙烯(CPE)薄膜等。CPP薄膜具有透明度高、挺度好、热封温度低、耐热、防潮、阻隔性好、印刷和复合适应性强、表面光滑、耐蒸煮等诸多特点,可经过印刷、制袋用于食品、文具、杂货及纺织品等包装,也可与其他薄膜复合后(PP一般作为复合膜的内外层材料)用于包装各种食品,包括需要加热的食品、调味品、汤料等。与PP吹塑膜相比,CPP膜的光学性能优良,生产效率高,在世界发达聚丙烯流延膜CPP膜的产量**PP吹塑膜;与双向拉伸聚丙烯(BOPP)薄膜相比 CPP薄膜具有加工设备简单、单位面积成本低的优势,在包装薄膜领域占有一席之地。

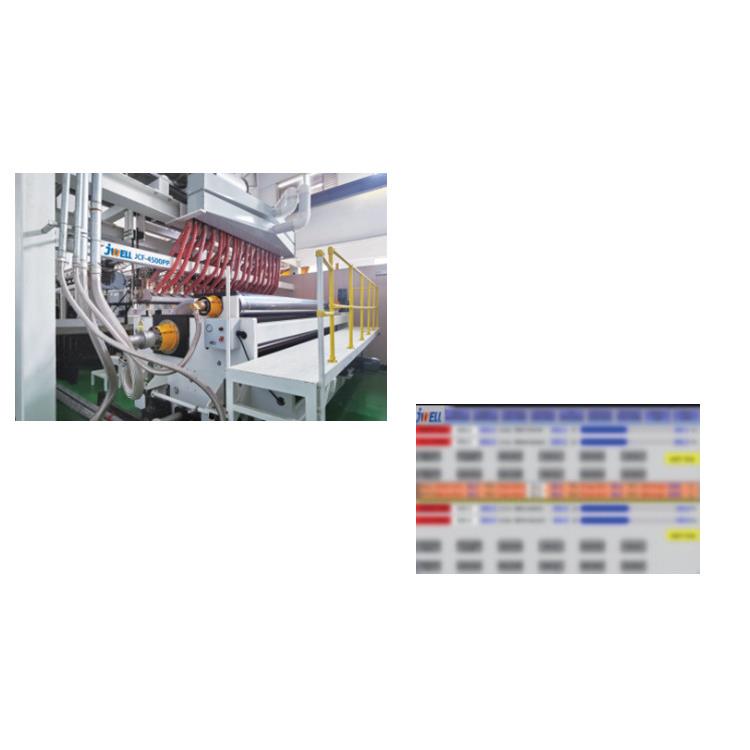
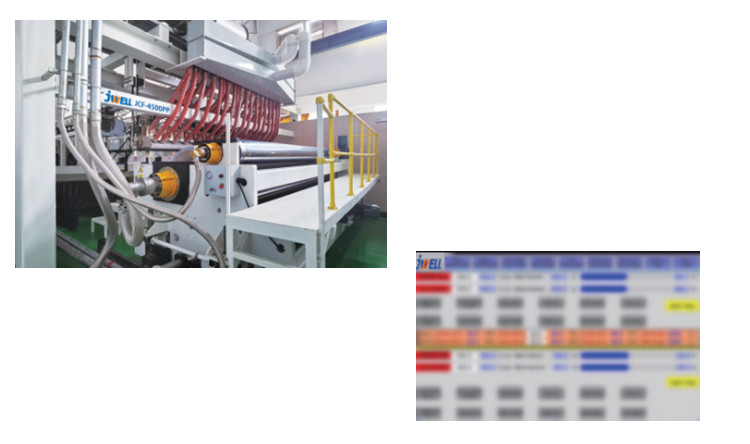
ASA流延膜挤出生产线特点:
1、设备采用西门子PLC,闭合控制,一键提速,操作方便;
2、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高;
3、全自动模具配合测厚仪,能*有效地微调模头横向宽度上的熔体厚度偏差;
4、流延辊采用内流道整体机加工的方式,*温度控制正负度,滚面控制精度正负丝 ,确保流延膜厚度*加准确;
5、采用Re张力传感器和控制系统,确保张力控制正负;
6、伺服电机,配合伺服控制器使设备运行*加准确;
7、全自动切断收卷机具有接触收卷、间隙收卷两种功能,收卷带锥度张力控制,调节范围5-200N/M。
湖州ASA流延膜挤出设备
ASA流延膜挤出生产线、ASA是由苯乙烯、和压克力橡胶共聚合而成。在技术上而言,ASA不仅维持了ABS之主要特性,并结合压克力耐候之优点,使得产品之应用上可延伸至户外之用途。
优势:
1、设备采用西门子PLC,闭合控制,一键提速,操作方便。
2、挤出机的螺杆设计,确保塑料融化,色泽均匀、挤出量高
3、全自动模具配合测厚仪,能有效地微调模头横向宽度上的熔体厚度偏差,厚薄均匀度保证±1丝。
4、流延辊采用内流道整体机加工的方式,保证温度控制正负1度,滚面控制精度正负1丝 ,确保流延膜厚度加。
5、采用意大利Re张力传感器和控制系统,确保张力控制正负1牛。
6、伺服电机,配合伺服控制器使设备运行加。
7、全自动切断收卷机具有接触收卷、间隙收卷两种功能,收卷带锥度张力控制,调节范围5-200N/M
pvdf流延膜生产线已经在国内主要厂商成功开机生产,并得到广泛认可和高度评价。
PVDF流延膜的由来
在光伏行业起步的前些年,光伏背板材料端一直是杜邦的Tedlar® PVF薄膜(简称T膜)占据了市场的主流,各大终端、组件厂也是在这个时候认识了T膜这种材料,并且也在实际的产品中大规模应用。由于杜邦T膜的产能限制,相应背板产品满足不了市场快速扩张的需求,另外杜邦T膜产品售价较高,促使行业开始探索寻求一款低成本的含氟薄膜替代杜邦T膜,这给了PVDF薄膜一个发展的良好窗口期,2009年左右,法国阿科玛公司开发了三层结构的Kynar® PVDF薄膜(简称K膜),并注册商标KPK®,其产品定价低于杜邦T膜产品,产能也快速扩张,业内客户逐渐接受并开始采用此K膜产品,但由于三层结构的PVDF制作工艺较为复杂,成本仍然**市场预期,于是工艺为简单的单层PVDF薄膜应需而生,同样简称为K膜,成本随工艺简化大幅降低,受市场扩张及低成本需求影响,韩国,日本地区几家公司迅速加入到单层K膜的生产行列并**了部分细分市场。时间来到2014年,中国部分企业察觉商机也纷纷加入到单层K膜生产行列,以低的价格博取市场的青睐,截止2016年底K膜类复合背板整体市场占有率接近50%,凭借低廉的价格K膜成为重要的背板复合材料之一。

生产工艺
CPP膜的生产先将配好的物料由真空上料到挤出机熔融塑化后挤出,经T形口模流延,靠气刀喷出的压缩空气把流延料吹贴到急冷定型辊骤冷,使其平整地延展在辊面上形成薄膜,再经下个辊的进一步冷却,用测厚装置测厚,然后进行电晕处理,分切边料,由收卷辊展平卷取,产品经验收包装人库。
在熔体流延过程中,T形机头和急冷定型辊是生产的关键设备,机头设计应使物料沿整个机唇宽度均匀地流出,具有均匀的温度分布等机头温度一般为230~250℃,加工均聚 PP的机头温度略**共聚PP急冷定型辊的表面应该经过精加工,转速稳定,以免产生机向的温度波动,温度也应该调控适当,过冷或过热对薄膜的力学性能、透明性和雾度均有很大的影响。对PP而言,急冷定型辊的温度为25℃左右;机头温度与急冷定型辊的温度差是决定结品度的重要参数,增加温差可以降低结品度,提高透明性、韧性和热封性能,但拉伸强度有所下降。在急冷定型辊的上方还有气刀设置,在气刀吹压下,熔融料立即紧贴在急冷定型辊表面。气刀的另外一个作用是将爽滑剂等低分子挥发物抽出,防止其堆积在急冷定型辊上,好地**薄膜外观质量。薄膜经过冷却后采用β射线或红外测厚仪对其厚度进行监测,以便控制厚薄公差。随后对薄膜进行电晕处理,以增加印刷油墨或复合胶粘剂与薄膜的复合牢度,控制表面渗润张力在42mN/m以上。CPP薄膜比较柔软,必须根据膜的厚度、生产速度等因素调整好收卷张力,张力过大或过小都会产生波纹影响薄膜平整性。在整个生产过程中,除了温度这个重要的工艺参数之外,另一个重要参数是拉伸速度,拉伸速度越大,生产效率越高,但到一定值后继续增加则容易产生断膜现象。拉伸速度也是产生分子定向的主要因素,拉伸速度越大。分子沿机向方向的取向程度越大,通过调节拉伸速度还可以调节薄膜的厚度.
http://shjinwei.cn.b2b168.com