精度正负1丝
收卷全自动收卷
范围光伏
温度成型温度控制在180~240
螺杆单螺杆
电压380v
运输物流
制品结构A/B/C
制品层间比15-20/60-70/15-20
模头宽度3500mm
宽度3200mm(切边后
收卷直径(较大)Ф1000mm(机械设计极限)
较大机械线速度280m/min
控制方式手动
生产速度可以调节
布局形式立式
类型生产线
材质不锈钢
包装拉伸膜 木箱
我们有成熟的设计团队,确保生产线加智能、加、加稳定。
CPP薄膜经过印刷、制袋,可作为服装、针织品和花卉的包装袋;可用于食品外包装,糖果外包装,药品包装等;
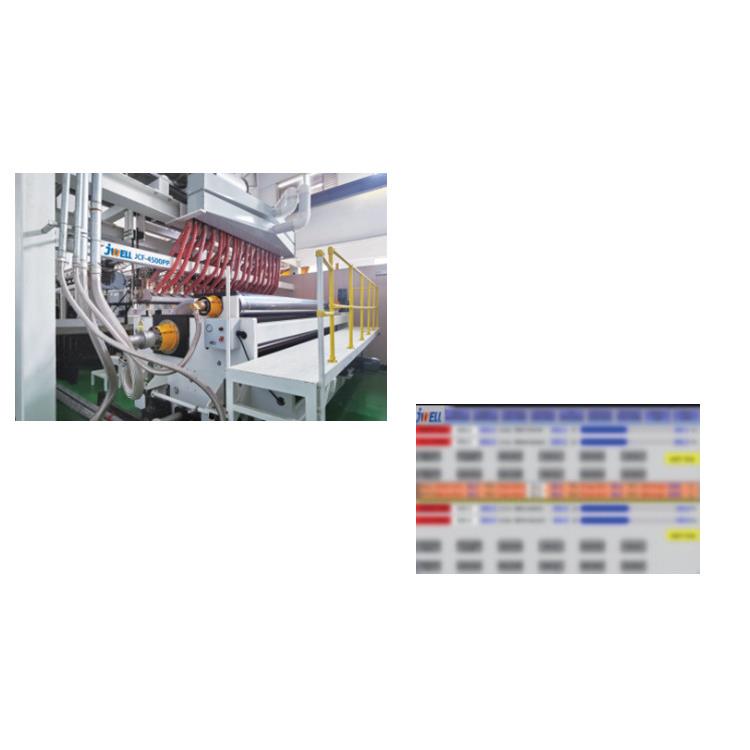
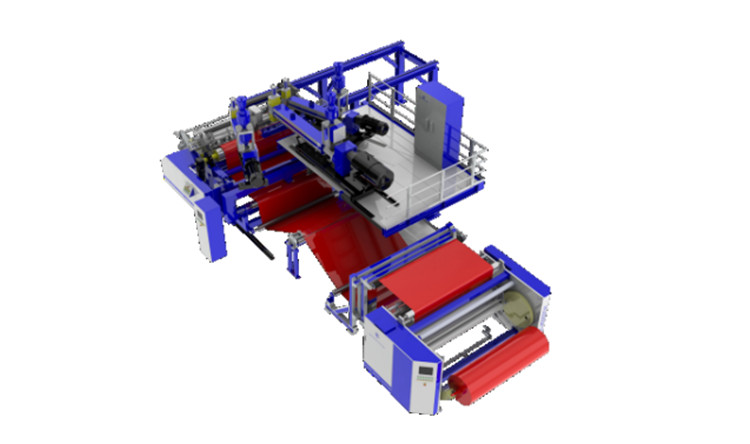
CPE流延膜机组
全自动调节模头,可实现在线闭环控制;
薄壁冷却成型辊,螺旋流道设计,保证高速生产时薄膜定型效果的一致;
配套负压双腔真空箱和静电压边装置,保证薄膜熔膜稳定;
高稳定性电晕处理装置,故障率低,可根据需要转换走向,处理薄膜的正。
CPE复合基材膜:可与BOPA、BOPET、BOPP等产品复合-热封-制袋,应用于食品、服装等领域;
CPE单层印刷膜:经热印-热封-制袋,应用于卷纸提袋包装、纸巾立包装等;
CPE镀铝膜:广泛用于软包装、复合包装,装潢、激光全息防伪、激光压印镭射等。
高阻隔流延膜机组
金纬机械具备生产高9层高阻隔流延膜生产线的能力;该设备适应性强,可针对不同牌号的PE、PP、PA、EVOH原料进行优化适应。
金纬机械 JWELL-JCF控制系统检测、控制和调节;挤出机和模头的温度、压力监测;牵引、收卷速度控制及监测;同步提速、降速及整线联动
产量控制及显示;故障提示及警告。
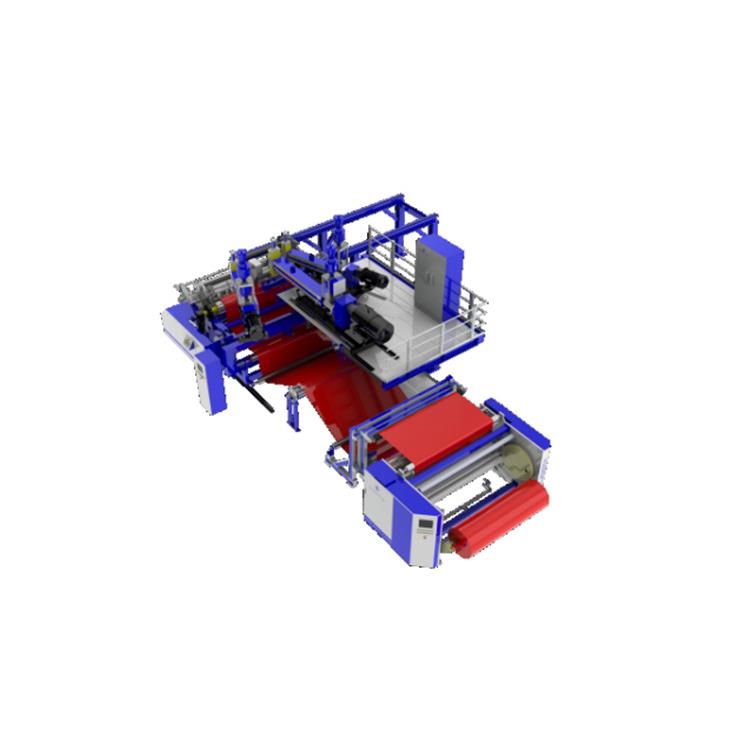
全自动收卷机
多种放射性测量探头可供选择,如果需要,我们还可以将厚度检测系统与自动模头集成在一起;生产过程中所产生的边料可实现在线回收利用,
通过多组分下料装置,将粉碎后的回收料输送至挤出机;我们能提供全自动收卷、卸卷,可大大降低人工成本。
金纬公司的全自动收卷机,可实现高收卷质量,大多数情况下,您可以直接对卷材进行后续加工,而*复卷;经过不断优化,金纬公司的收卷机已经
可以将收卷直径提高至1200mm。

结构与主要原材料20世纪80年代PP流延膜多为单层。进入20世纪90年代,多层复合挤出逐渐成为主流,现在已经向5层和7层共挤流延方向发展。多层共挤复合薄膜采用性质不同的材料,具有单层流延膜无法比拟的优点和特性。按使用种类,CPP膜分为通用型、金属化型和耐蒸煮型三种。不同流延膜对PP原料要求不同,不同的树脂性能上有着明显的差别。总的来说,多层复合CPP薄膜由电晕处理层、支撑层和热封层组成,三层各自的作用和对原料的要求也不同。流延膜生产线
2. (1)电晕处理层为了提高CPP膜的印刷性能,必须对薄膜表面进行电晕处理。CPP膜必须符合易于电晕处理,衰退速率慢的要求利用电晕处理,使聚合物表面粗糙度增加,表面渗润张力增大,但表面渗润张力也不是越大越好,否则薄膜表面会因氧化过度而发脆,造成力学性能下降。表面渗润张力的衰竭程度与树脂中的低分子物的含量有直接关系,低分子物越多,表面渗润张力衰竭越快,润湿剂含量在0.8~1.2x10-3时较为理想。对电晕层原料的根本要求是:既要有一定的抗粘连性,又要控制低分子物的含量。

设备应用和特点:
本机组可用于生产各类桌布及塑制手套、浴帽、西服套雨伞材 料的坯膜,也可用于生产PE卫生巾底膜、尿裤尿不湿用膜及打孔底膜和各类包装膜、深压纹膜。增加拉伸机组后能生产防水透气膜。高速生产线可配备在线分切,采用高速双工位自动收卷且高速收卷时*缠绕胶带。整机一体化、自动程度高。生产速度达到130m/min以上时,同等产量下该机型比常规流延机功耗低25%,有效节省生产成本和人工。
生产工艺
CPP膜的生产先将配好的物料由真空上料到挤出机熔融塑化后挤出,经T形口模流延,靠气刀喷出的压缩空气把流延料吹贴到急冷定型辊骤冷,使其平整地延展在辊面上形成薄膜,再经下个辊的进一步冷却,用测厚装置测厚,然后进行电晕处理,分切边料,由收卷辊展平卷取,产品经验收包装人库。
在熔体流延过程中,T形机头和急冷定型辊是生产的关键设备,机头设计应使物料沿整个机唇宽度均匀地流出,具有均匀的温度分布等机头温度一般为230~250℃,加工均聚 PP的机头温度略**共聚PP急冷定型辊的表面应该经过精加工,转速稳定,以免产生机向的温度波动,温度也应该调控适当,过冷或过热对薄膜的力学性能、透明性和雾度均有很大的影响。对PP而言,急冷定型辊的温度为25℃左右;机头温度与急冷定型辊的温度差是决定结品度的重要参数,增加温差可以降低结品度,提高透明性、韧性和热封性能,但拉伸强度有所下降。在急冷定型辊的上方还有气刀设置,在气刀吹压下,熔融料立即紧贴在急冷定型辊表面。气刀的另外一个作用是将爽滑剂等低分子挥发物抽出,防止其堆积在急冷定型辊上,好地**薄膜外观质量。薄膜经过冷却后采用β射线或红外测厚仪对其厚度进行监测,以便控制厚薄公差。随后对薄膜进行电晕处理,以增加印刷油墨或复合胶粘剂与薄膜的复合牢度,控制表面渗润张力在42mN/m以上。CPP薄膜比较柔软,必须根据膜的厚度、生产速度等因素调整好收卷张力,张力过大或过小都会产生波纹影响薄膜平整性。在整个生产过程中,除了温度这个重要的工艺参数之外,另一个重要参数是拉伸速度,拉伸速度越大,生产效率越高,但到一定值后继续增加则容易产生断膜现象。拉伸速度也是产生分子定向的主要因素,拉伸速度越大。分子沿机向方向的取向程度越大,通过调节拉伸速度还可以调节薄膜的厚度.
http://shjinwei.cn.b2b168.com